
豆制品废水
- 分类:废水治理案例
- 作者:
- 来源:
- 发布时间:2021-08-12 17:45
- 访问量:
【概要描述】处理工艺:集水池-气浮机-厌氧池-好氧池-沉淀池-达标排放 工艺简介: 豆制品废水由管道收集,作为综合废水汇入集水池短暂缓冲、存储后,抽入气浮机,气浮机利用溶气系统产生在水中溶解的微小细泡,代替传统初沉池提升并去除废水中大量比重接近于水的轻质颗粒,较重的悬浮物则沉积在底部并清除;经过预处理后的豆制品废水进入生化处理部分,首先流入厌氧池,使废水中大分子可溶性有机物发生水解、酸化以及甲烷化,废水中的有机物被厌氧菌充分利用转化,同时提高废水可生化性。废水再流入好氧池与污泥曝气充分混合,池中活性污泥吸附污水中悬浮物、磷,好氧微生物将有机物分解成无机物,从而进一步净化废水。然后废水混合液排入沉淀池进行泥水固-液分离,其出水最终达标排放,污泥浓缩后外运至砖厂等地方处理。 集水池:生产废水的水质、水量变化极大,而且各个车间的废水经过预处理后,需要汇入集水池进行缓冲、收集,保证综合废水稳定进入后续处理设施; 气浮机主要是将进水、溶气、气浮、投药、刮渣等功能的设备组合一体,这样的一体自动化工艺设施,占地面积小,能适应设施用地,成本较低,操作容易,维护简便,工作量减少。气浮机利用溶气系统产生在水中溶解的微小细泡,代替传统初沉池提升并去除废水中大量比重接近于水的轻质颗粒,较重的悬浮物则沉积在底部并清除。 厌氧池内厌氧菌处于厌氧环境(DO<0.2mg/L),使大分子可溶性有机物发生水解、酸化以及甲烷化,污水中的有机物被厌氧菌充分利用转化,从而得到可靠的净化,同时池中污水可生化性的提高有利于后续好氧工艺处理;厌氧处理对营养物质需求低、能耗低,成本小、污泥产量小。 好氧池则(DO>0.5mg/L)由曝气系统供氧,池中活性污泥吸附污水中悬浮物、磷,好氧微生物将有机物分解成无机物,从而进一步净化废水。 沉淀池对废水-污泥混合液起泥水固-液分离作用,使处理出水得以澄清,同时通过污泥斗污泥浓缩,将分离的污泥回流到生化处理阶段,以及暂存污泥,最终排入污泥池后续处理。

豆制品废水
【概要描述】处理工艺:集水池-气浮机-厌氧池-好氧池-沉淀池-达标排放
工艺简介:
豆制品废水由管道收集,作为综合废水汇入集水池短暂缓冲、存储后,抽入气浮机,气浮机利用溶气系统产生在水中溶解的微小细泡,代替传统初沉池提升并去除废水中大量比重接近于水的轻质颗粒,较重的悬浮物则沉积在底部并清除;经过预处理后的豆制品废水进入生化处理部分,首先流入厌氧池,使废水中大分子可溶性有机物发生水解、酸化以及甲烷化,废水中的有机物被厌氧菌充分利用转化,同时提高废水可生化性。废水再流入好氧池与污泥曝气充分混合,池中活性污泥吸附污水中悬浮物、磷,好氧微生物将有机物分解成无机物,从而进一步净化废水。然后废水混合液排入沉淀池进行泥水固-液分离,其出水最终达标排放,污泥浓缩后外运至砖厂等地方处理。
集水池:生产废水的水质、水量变化极大,而且各个车间的废水经过预处理后,需要汇入集水池进行缓冲、收集,保证综合废水稳定进入后续处理设施;
气浮机主要是将进水、溶气、气浮、投药、刮渣等功能的设备组合一体,这样的一体自动化工艺设施,占地面积小,能适应设施用地,成本较低,操作容易,维护简便,工作量减少。气浮机利用溶气系统产生在水中溶解的微小细泡,代替传统初沉池提升并去除废水中大量比重接近于水的轻质颗粒,较重的悬浮物则沉积在底部并清除。
厌氧池内厌氧菌处于厌氧环境(DO<0.2mg/L),使大分子可溶性有机物发生水解、酸化以及甲烷化,污水中的有机物被厌氧菌充分利用转化,从而得到可靠的净化,同时池中污水可生化性的提高有利于后续好氧工艺处理;厌氧处理对营养物质需求低、能耗低,成本小、污泥产量小。
好氧池则(DO>0.5mg/L)由曝气系统供氧,池中活性污泥吸附污水中悬浮物、磷,好氧微生物将有机物分解成无机物,从而进一步净化废水。
沉淀池对废水-污泥混合液起泥水固-液分离作用,使处理出水得以澄清,同时通过污泥斗污泥浓缩,将分离的污泥回流到生化处理阶段,以及暂存污泥,最终排入污泥池后续处理。
- 分类:废水治理案例
- 作者:
- 来源:
- 发布时间:2021-08-12 17:45
- 访问量:
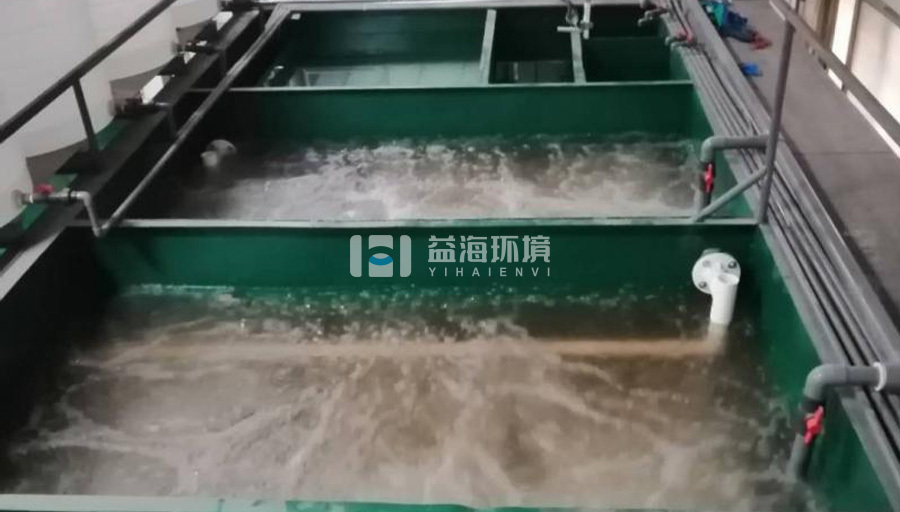
处理工艺:集水池-气浮机-厌氧池-好氧池-沉淀池-达标排放
工艺简介:
豆制品废水由管道收集,作为综合废水汇入集水池短暂缓冲、存储后,抽入气浮机,气浮机利用溶气系统产生在水中溶解的微小细泡,代替传统初沉池提升并去除废水中大量比重接近于水的轻质颗粒,较重的悬浮物则沉积在底部并清除;经过预处理后的豆制品废水进入生化处理部分,首先流入厌氧池,使废水中大分子可溶性有机物发生水解、酸化以及甲烷化,废水中的有机物被厌氧菌充分利用转化,同时提高废水可生化性。废水再流入好氧池与污泥曝气充分混合,池中活性污泥吸附污水中悬浮物、磷,好氧微生物将有机物分解成无机物,从而进一步净化废水。然后废水混合液排入沉淀池进行泥水固-液分离,其出水最终达标排放,污泥浓缩后外运至砖厂等地方处理。
集水池:生产废水的水质、水量变化极大,而且各个车间的废水经过预处理后,需要汇入集水池进行缓冲、收集,保证综合废水稳定进入后续处理设施;
气浮机主要是将进水、溶气、气浮、投药、刮渣等功能的设备组合一体,这样的一体自动化工艺设施,占地面积小,能适应设施用地,成本较低,操作容易,维护简便,工作量减少。气浮机利用溶气系统产生在水中溶解的微小细泡,代替传统初沉池提升并去除废水中大量比重接近于水的轻质颗粒,较重的悬浮物则沉积在底部并清除。
厌氧池内厌氧菌处于厌氧环境(DO<0.2mg/L),使大分子可溶性有机物发生水解、酸化以及甲烷化,污水中的有机物被厌氧菌充分利用转化,从而得到可靠的净化,同时池中污水可生化性的提高有利于后续好氧工艺处理;厌氧处理对营养物质需求低、能耗低,成本小、污泥产量小。
好氧池则(DO>0.5mg/L)由曝气系统供氧,池中活性污泥吸附污水中悬浮物、磷,好氧微生物将有机物分解成无机物,从而进一步净化废水。
沉淀池对废水-污泥混合液起泥水固-液分离作用,使处理出水得以澄清,同时通过污泥斗污泥浓缩,将分离的污泥回流到生化处理阶段,以及暂存污泥,最终排入污泥池后续处理。
金年会体育
 0714-3762689\18128235919
0714-3762689\18128235919

 在线留言
在线留言 

业务咨询:0714-3762689、18128235919
地址:湖北省黄石市西塞山区
Copyright ©2021 金年会体育 All rights reserved 鄂ICP备2021019540号 本站支持IPV6


